
Have you ever longed for a 3D printer that combines performance, precision and professional polish? My most recent purchase, the Flashforge Guider 3 Ultra, promised exactly that. Its all-steel construction, two high-temperature hotends and robust CoreXY kinematics demonstrate powerful capabilities. Add to that a spacious, fully enclosed build space, an integrated camera, and a ball screw Z-axis drive, and it seemed like the missing piece to my Maker puzzle. But did the reality live up to the hype? Get ready for a deep dive into this ambitious machine.
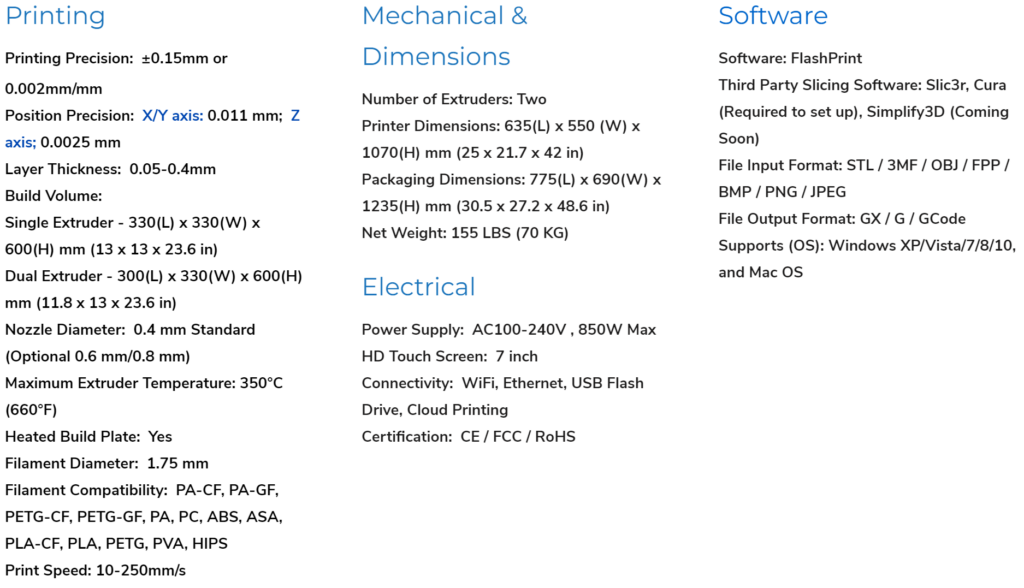
Technical data directly from the Flashforge website.
As you can see from the specs list, this machine has it all. Supported by various slicers, high speed, high accuracy and repeatability, the ability to process most filaments and a spacious build volume of 330 x 330 x 600 mm, which is actually 300 x 330 x 600 when using dual extrusion. Both nozzles cannot reach the full width (X axis) of the build plate.
Print performance:
Let’s start with the good. The very first print, the obligatory 3DBenchy, that I got from the machine was great. It was made in PLA, with all default settings in Flashforge’s proprietary slicing software, Flash Print. I left the door and lid open to prevent heat from reaching the hotend while printing, a common problem when printing a low temperature material like PLA in a closed printer. It took 42 minutes and looks great, but that’s to be expected with virtually any printer these days. Every machine I’ve seen in the last two years has been able to print an equally good benchy right out of the box. Some, like the Bambu Lab X-1 Carbon, even managed this in under 20 minutes. However, this machine is not about world record speeds. It’s because of the reliability, or so I thought.


First print on the Guider 3 Ultra in red PLA.
With this stunning benchy I was excited and hopeful, so I printed out lots more test items before offering to make things for friends and clients. I really wanted to at least get into two-color printing right after the Benchy, so I made a two-color Flexi-Rexi. This is when I noticed the problems.
I started switching between colors in earnest. I tried many different things to fix the problem: lower the temperature, increase the cooling, both increase and decrease the print speed, add a mudguard, add a wipe tower – all with little to no impact on the Flashforge Guider 3 Ultra . Important note: I only change one variable per print and once it fails I would cancel the print and try again.

Image of the stuck, immovable Flexy Rexi prints.
After a few weeks of communicating with support, I encountered the most catastrophic error in my printing history. I had changed some settings as per support’s suggestion, even though I knew it wouldn’t help since I had already tested those parameters. The settings in question were to lower the cooldown temperatures of the idle extruder while allowing for a main tower and mud guard. Aside from the huge waste of material these two options entail – which my other dual nozzle machine never needed – these were already options I tested, but support treated me like I didn’t know anything and insisted that I do it in his own way. Here is the result:


This is currently how my Flashforge Guider 3 Ultra sits. During the last print, the threads strengthened and a melted plastic ball formed on the hotends, which eventually destroyed the print and the printheads. Flashforge agreed to let me return it, but MatterHackers didn’t. Since I purchased it through MatterHackers, Flashforge cannot help me return it.
Software and Ease of Use:
With a very responsive touchscreen, the Flashforge Guider 3 Ultra’s interface is amazing. I was able to do everything right at the printer: calibrate extruder offsets and nozzle offsets from the build plate, align the left and right printheads, and calibrate the resonance of the entire tool head through active vibration compensation or input shaping. The only problem I found was buried in the printer logs I dug into when trying to troubleshoot my stringing problem. The device uses Klipper firmware, perhaps not for the entire operation of the printer, but I couldn’t find any of this information online. Since Klipper is open source, anyone who uses it must publish their Klipper configuration.
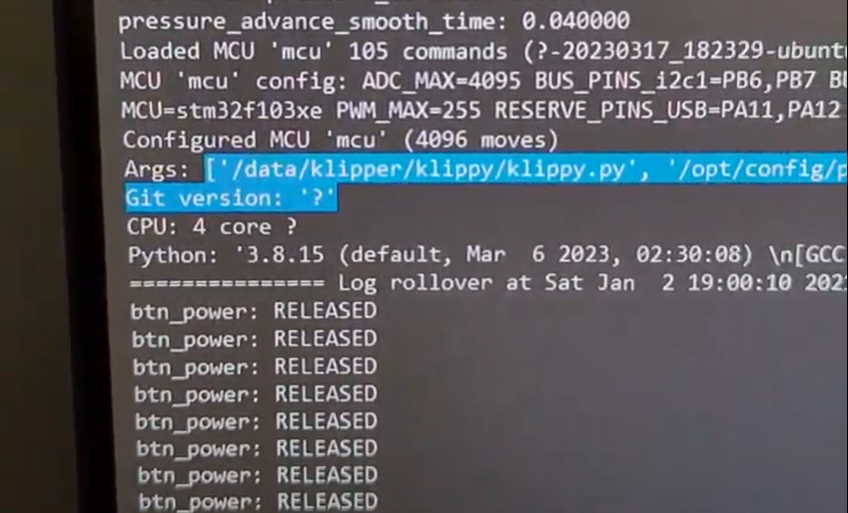

Klipper in the log file.
Features and functionality:
The Flashforge Guider 3 Ultra had several outstanding features. The high temperature hotends were my personal favorite. I really wanted to print polycarbonate (PC), but never got that far in my testing. The automatic calibration of nozzle Z offset, left and right nozzle alignment, left and right build plate offset, and vibration compensation add tremendous value. Since I use industrial machines like Markforged’s, it was amazing how much additional print speed vibration compensation provides can. The ability to extrude two materials was a really cool feature for me. I don’t print toys or models just because they look good. I print functional prototypes for projects I’m working on and useful parts for my car, like this shift knob created with the Flashforge Guider 3 Ultra.


Prototype printed in PLA on the Flashforge Guider 3 Ultra. The finale should be PC to withstand the harsh Arizona summers
Maintenance and Support:
Maintenance was easy. Replacing the entire hotend was as easy as removing the magnet cover, flipping a switch, pulling out the old one, and inserting the new one. After that, all that was left was a simple Z-offset calibration to continue printing. As of January 10, 2024, Flashforge no longer offers replacement parts on its website.
It was a bit difficult to deal with support. I have eight years of experience building 3D printers and working and maintaining industrial machines such as HP, Markforged, Formlabs and Stratasys. I thought I could help with my knowledge and experience. In the company’s defense, Flashforge did their job and went through all the basic support questions such as “Have you dried your filament, are you printing at the correct temperatures, are you using our slicer, are you using our filament, etc.?” “ After I explained everything I did, the team still insisted that I use the company’s default settings and add the flushing tower and mud shield. My Raise3D Pro 2, which has two hotends in almost the same configuration, doesn’t need any of these options.
Overall, I think Flashforge has done a lot right with the Flashforge Guider 3 Ultra and is on the right track. This machine has so many features that are amazingly useful, from the automatic calibrations and high temperature nozzles to the sturdy and sturdy build of the machine. I’m wondering why all the software is locked and why the team wouldn’t listen to any of my suggestions.
As it stands, I can’t recommend this machine to anyone. It’s just too expensive if its main feature, the two hotends, don’t work properly. If the company fixes the dual-nozzle stranding issue, I see no reason not to recommend this machine to someone looking to get into fast, high-temperature large-format printing.
A more detailed YouTube video review is embedded below:
